
项目背景
上海弗列加滤清器有限公司是由中国东风汽车公司和美国康明斯过滤系统公司合资,共同投资1500万美元于1994年在上海浦东成立。是中国首家获得ISO-9001和QS-9000国际质量认证的滤清器生产厂家。2003年10月又获得了TS16949质量认证。2004年12月获得ISO14001环境认证。厂房建筑面积14300平米。年生产能力2100万只。
上海弗列加以不断创新的精神,全力以赴满足客户的需求。利用康明斯过滤系统公司全球资源,帮助客户延长设备在恶劣的环境下的使用寿命。

该公司产品系列广泛应用于汽车、工程机械、发电机组、船舶等领域,产品除满足国内市场的需求外,还出口远销到北美、欧洲、日本、澳大利亚等国外市场。
随着企业的不断飞速发展,市场变化的加剧,客户需求大幅增加且要求越老越严格,弗列加采用手工编制计划的方式逐渐不能满足客户和市场的需求。永凯APS产品丰富的功能和导入经验,给公司生产计划的管理的改善带来很大期望。继而揭开了弗列加与永凯合作,共创互利双赢的新篇章。
需求与问题
月排产,根据订单交期,客户优先级制定总成计划,以确保满足交期。
月排产,考虑物品的特性码及合并周期进行需求合并
月排产,总成与子作业要平衡。
月排产,零件线根据需要可提前生产
日排产,生产计划员要给总成产品计划分配班次,计算换膜次数。
日排产,生产计划员需要根据特性码进行生产排序,同时考虑安全滤芯与主滤芯的每日配套生产,给总成分配班次。
该公司产品系列广泛应用于汽车、工程机械、发电机组、船舶等领域,产品除满足国内市场的需求外,还出口远销到北美、欧洲、日本、澳大利亚等国外市场。
随着企业的不断飞速发展,市场变化的加剧,客户需求大幅增加且要求越老越严格,弗列加采用手工编制计划的方式逐渐不能满足客户和市场的需求。永凯APS产品丰富的功能和导入经验,给公司生产计划的管理的改善带来很大期望。继而揭开了弗列加与永凯合作,共创互利双赢的新篇章。
整体规划
弗列加生产计划分为月生产计划和日生产计划,两计划分别排产,并且有不同的逻辑和流程,如下:
3.1、月生产计划总体业务流程
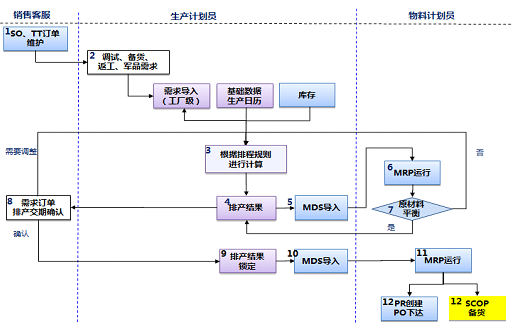
3.1 月生产计划业务流程说明
3.2、日生产计划总体业务流程
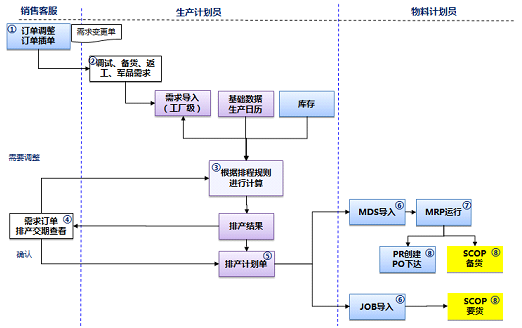
3.2 日生产计划业务流程说明
3.3、排产总体规则:
计划稳定性规则
三天内计划固定,系统无法调整;
三天后计划重计算方式排产;
月度排产计划,交期确认后,锁定;变更走特殊审批;
订单优先规则
优先级:按照交货期、客户优先度、订单类型;
特殊要求手工固化,在公司制定相关的管理要求,计划员见纸质审批,做计划固定;
所有生产的排序优先次序不可冲突,必须来源于已存在的信息项;
生产优化规则
计划员自定义总成线的合并天数;系统做换模排序:分段内产生小的序计划;
空滤、安全滤芯同天排产;
排产按设定产能、需求日期、客户优先度进行生产的排序
9103、9112产品包装工艺不占用设备及线外排产的产品(计划划可根据产品编码自定义)不做为排产产能考虑;
计划管理规则
提供变更排产后结果与上一次结果的对比分析表;
计划执行跟进反馈;
项目结果展示
4.1试制/返工单数据:
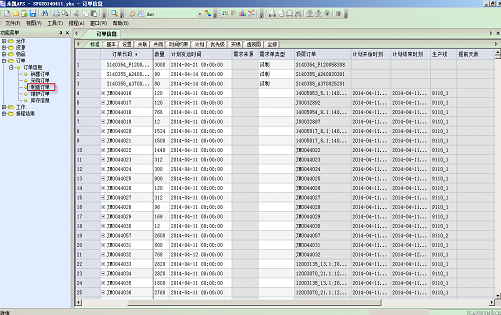
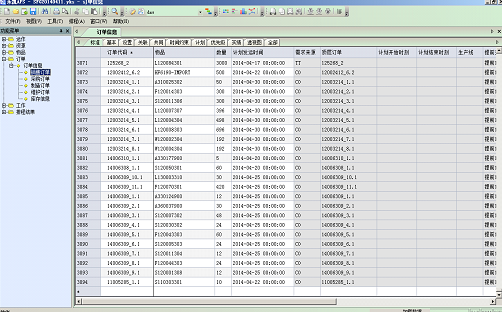
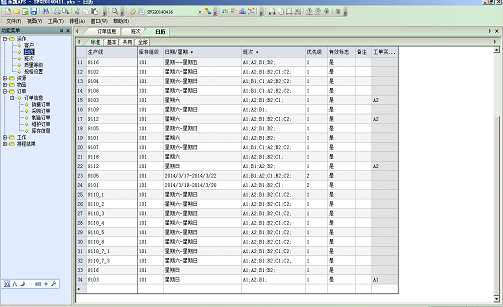
4.2销售订单/TT单需求
4.3日历查看及设置
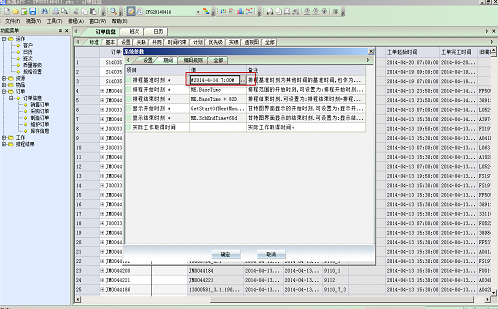
4.4生产排程的开始时间设置
根据工单(制造订单,需求单类型为空的 工单完工时间最大值)的计划时间调整 系统参数基准时间
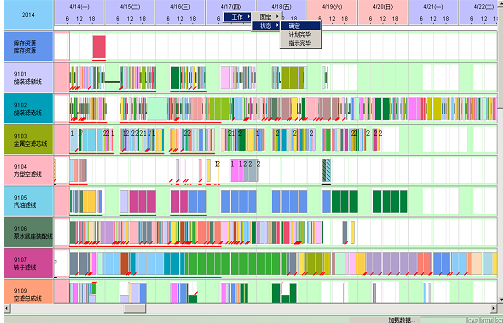
4.5 生产排程结果
资源甘特图查看各产线任务情况,红色背景下的是已下发工单的日期,绿色背景下是未来日期。

4.6未来三天计划下发
选择自动3天计划确定命令,系统可自动确定生产工单的任务,确定后不再参与滚动排程

4.7计划锁定
手动指定某一天,对该日计划进行锁定,锁定后不再参与排程。
总结
通过永凯APS项目的建设,弗列加生产计划实现了信息化,计划编制的工作效率大幅提高,充分解决了项目提出的基本需求,为企业的生产精益生产管理打下坚实的基础,从而更具针对性的提高生产管理水平,进一步提升企业的核心竞争力。


 永凯APS微信公众号
永凯APS微信公众号