
1、项目背景
温州路法莱洁具有限公司成立于2010-10-19位于温州经济技术开发区滨海园区滨海十五路468号第6幢,注册资本280万元。是一家专业生产各种中、高档水龙头产品的厂家。主要生产多系列、多品种的高级水龙头和卫浴洁具的配套产品,研发出适合多个国家和地区的多种卫浴洁具产品。公司从毛坯成形到产品出库,每个环节都通过自主生产而成。产品远销欧美,并在俄罗斯等国家设有专门的销售网点。2012年产值1.7亿,人员600人。
目前张总根据外贸部的订单提前三周向生产部下发成品制造订单,生产部随意安排半成品的制造订单,不是按照制造这么多的成品需要多少半成品来确定半成品的生产任务,会根据情况加减,且有些数量相差较大。车间主任再根据这些半成品订单具体安排生产。这种模式生产随意性较大,无法很好的管控生产,造成有的时候无法准时发货,库存压力较大。
针对这些问题永凯软件提出生产排程解决方案,通过及时响应计划频繁变更,快速回答订单交期,通过精准的生产计划下达和实时的生产现场反馈,使得生产管理更加透明化,提高生产精细化管理,从而帮助路法莱管控生产,适当减少库存,保证准时交货。
2、需要解决的问题
2.1 最小批量生产
铸造压铸由于一次换模的时间相对较长(约2小时),生产有最小加工量500。
2.2 合并生产
现在对于每周出货量较小的产品,一次生产几周的量;对于每周出货量较大的产品,一次生产1周的量,所以考虑在满足订单交期的前提下尽量合并。
2.3 主体和手柄的匹配性问题
供同一个订单组装的主体和手柄尽量差不多时间产出
2.4 毛巾架的生产
毛巾架是其他厂的产品,在路法莱加工,需要占用大约2太压铸机,以及少量机加工的仪表。
2.5 打磨抛光车间受人的制约
有的人能加工大部分种产品,有的人只能加工几种,部分产品只能由专人抛光。
2.6 打磨抛光能力不足
铜铸体大部分自己抛光,少量外协,锌铸体大部分外协,少量(10%)自己抛光。打磨抛光分几步完成,先粗砂再较细砂再细砂。通常由同一个工人将一批产品打磨抛光一次后,再进行该批产品的下一步打磨抛光。
2.7 机加工车间产能
每台复合机都可以加工所有小工序,但现场实际是一台复合机只做一道小工序,通过几台复合机的搭配完成一个产品的生产。专机、台钻机也有同样问题。
3、业务流程应用
考虑工厂实际状况及要求简单适用,初步设想APS不与脑轻松相关联,在APS报工,只为脑轻松提供计划与实绩,脑轻松业务流程不变,只需提取APS的计划与实绩生成相应报表。原因有一下几点:
(1)改变工厂原有业务流程,脑轻松只有完工入库,没有报工,那么脑轻松的业务流程将改变较大,风险较大,也需要一段时间的适应,影响工厂正常生产。
(2)脑轻松无法在系统保持与APS一致的订单号,并且脑轻松半成品的制造订单只能做普通入库处理,无法关联到制造订单,也无法关联到是否领料。在APS里面报工虽然会增加人员的成本,但是这样做能够追踪到每个制造订单,使计划在控制范围之类。
(3)脑轻松只生成相应报表,相对的开发风险较小。
(4)虽然暂时会增加人员操作,但随着工厂的发展,要管控生产,那么生产报工是必不可少的,这样才能做到管控生产的进度。
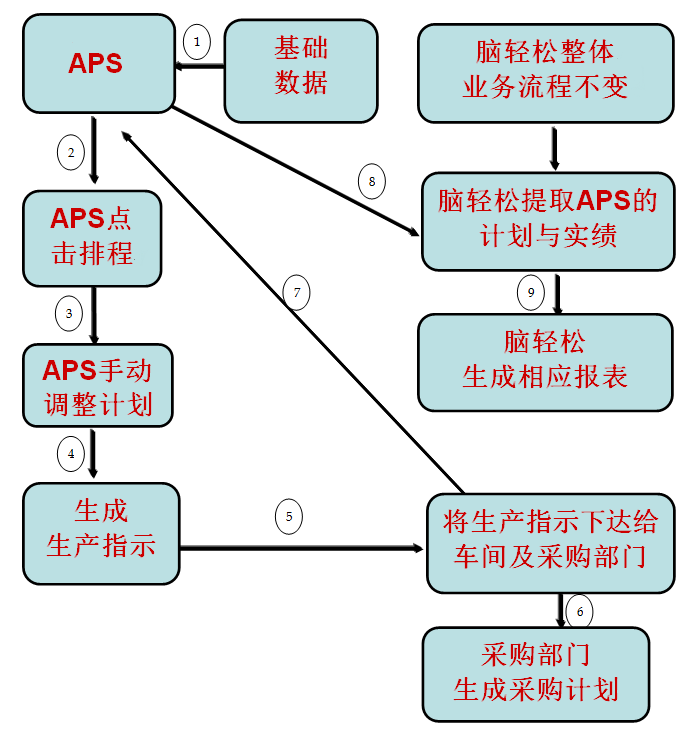
第一步,第一次向永凯APS导入基础数据,包括订单信息,制造BOM,物品信息、资源信息等,以后只需导入订单信息,其他基础信息的变动可以在APS里面直接更改。
第二步,在永凯APS中点击排程按钮,开始排程。
第三步,根据实际情况,在资源甘特图上手动调整某些计划,再点击排程按钮,重新排程。
第四步,生成生产指示,保存排程结果。
第五步,将制造订单通过某种方式下达给各车间及采购部门。
第六步,采购部门根据每天的物料需求,根据需要自己合并,做出采购计划。
第七步,录入实绩完工情况。
第八步,脑轻松从APS获得计划与实绩状况。
第九步,脑轻松根据计划与实绩生成相应的报表。
4、实施方案
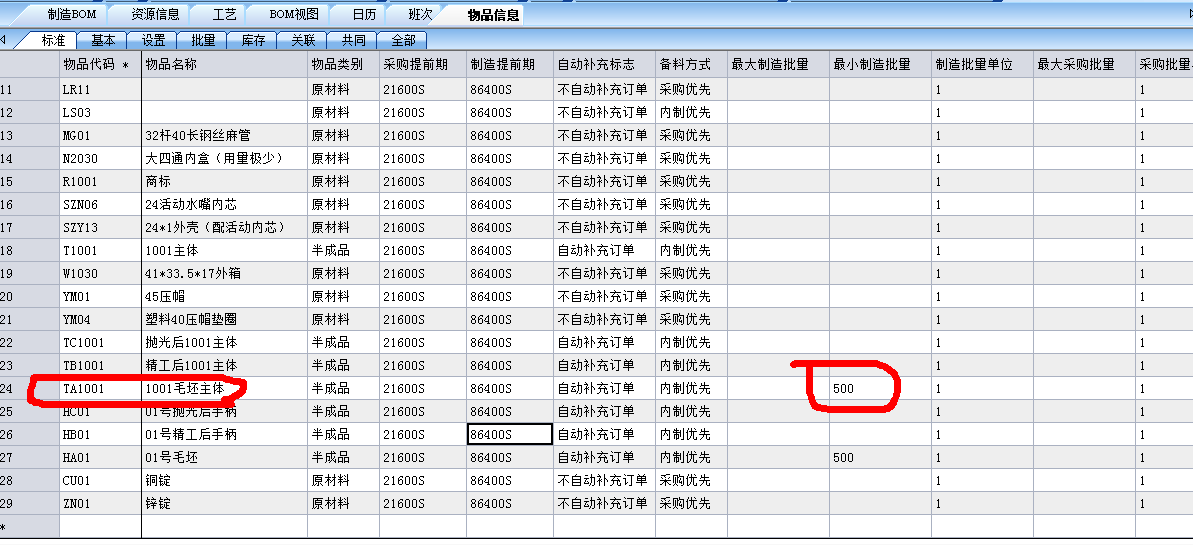
1、最小批量生产
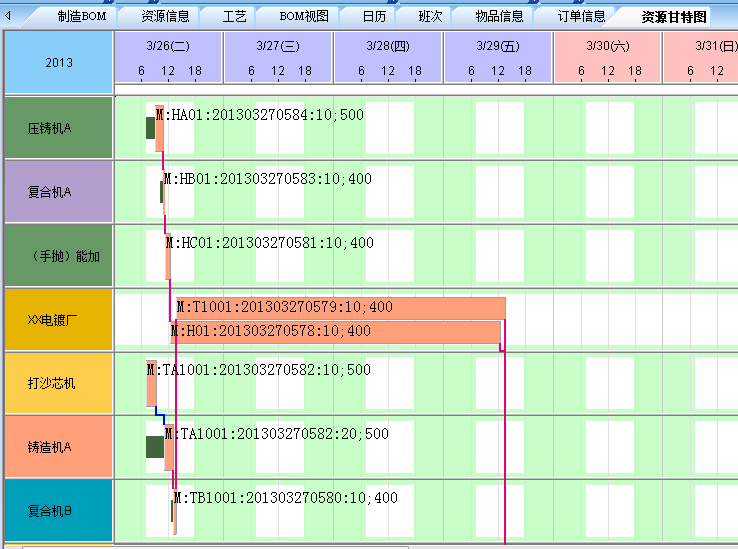
在铸造和压铸完成后的产品,即毛坯上设置最小制造批量500,如下图
L1001成品需要制造400,排程结果如下

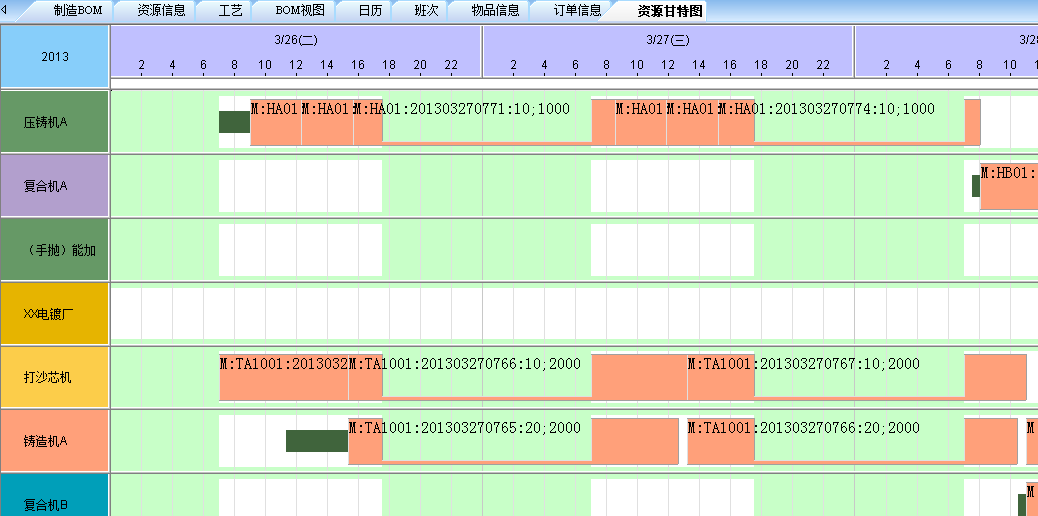
2、合并生产
在资源主导里设置2-3D 相同产出物品一起生产,以及最大制造批量。

订单信息如下,需要生产8000个L1001成品

铸造机最大制造数量为2000,压铸机最大制造数量为1000,排程结果如下
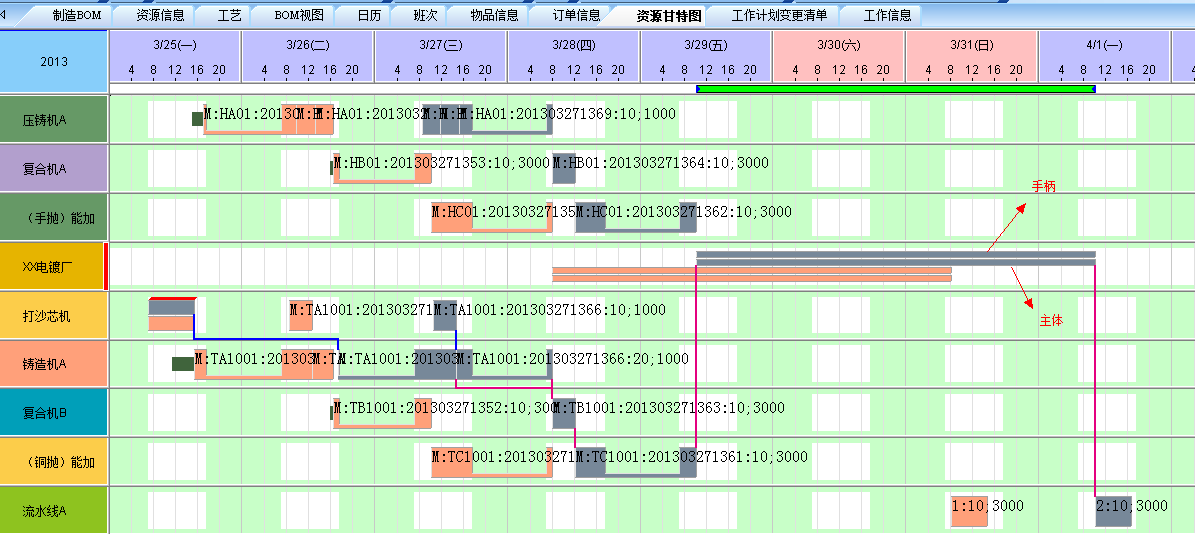
3、主体和手柄匹配性问题
通过排程规则设置,先排所有工作,然后解除手柄的工作,最后逆向排出手柄的工作,达到相同订单的主体和手柄同时完成。
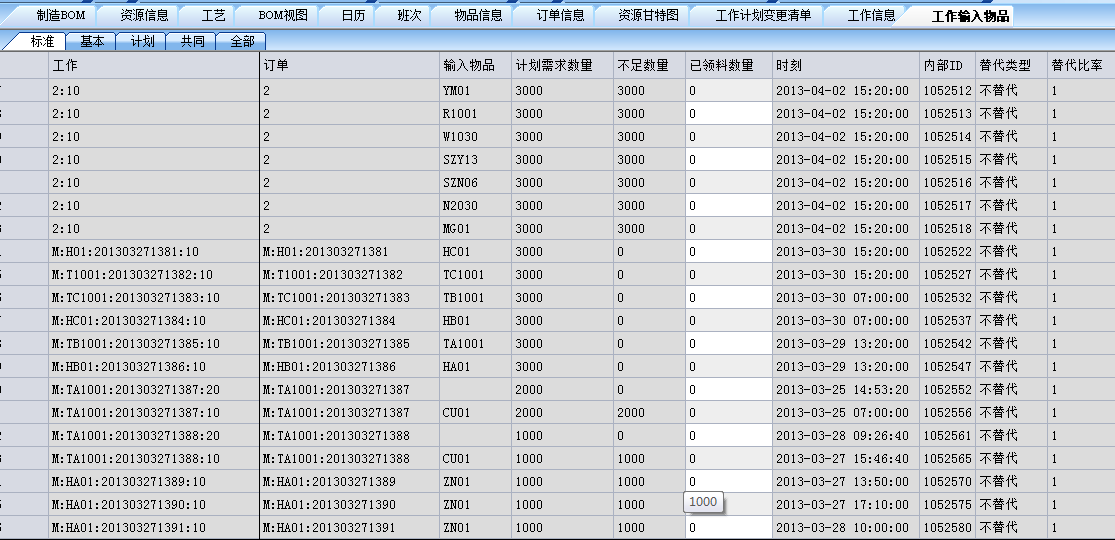
4、物料齐套
通过APS排程,会产生相应的物料需求,调度部门按照物料需求,送料到现场,满足生产需要。
5、一定程度降低半成品和辅料库存
由于现有计划模式只下成品所需数量,然后生产部根据情况,会多下达半成品制造订单,造成一定的半成品库存。通过计划,考虑最小批量,那么会自动生成半成品制造订单,减少半成品库存。辅料的采购按照成品制造订单采购,需要多少采购多少,降低辅料库存。


 永凯APS微信公众号
永凯APS微信公众号