
作为国内领先的APS生产管理与物料控制软件原厂商, 永凯APS一直坚持自主开发,最大限度地帮助生产制造型企业降低生产成本, 最终提高整个企业的生产及管理效率。在永凯APS多年来丰富实践的基础上, 永凯APS在 五金行业、家电行业、模具行业、化工行业、注塑行业、机械行业、电子行业、钢铁行业、食品行业、汽车行业、医药行业 等生产制造领域形成了一系列APS行业解决方案。 同时,各个制造领域成功应用的行业实践也证明了 永凯APS生产管理与物料控制行业解决方案是成熟高效的,完全可以大大改善企业的生产和管理效率。
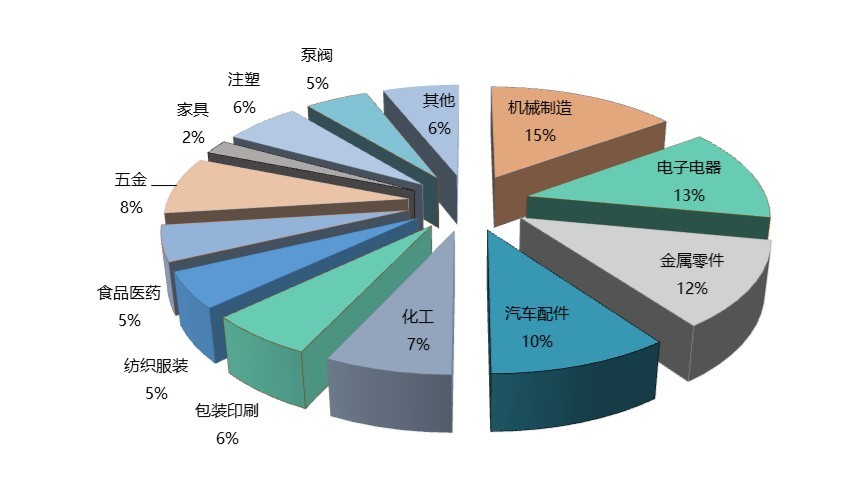
永凯多年以来坚持不懈,为不同行业提供专业的精益生产管理与物料控制解决方案。 有着丰富的成功导入业绩,截止2016年6月, 永凯APS已被1112 家制造工厂成功导入。 请看下面各行业类型的导入业绩比率表。
热门标签更多

 永凯APS微信公众号
永凯APS微信公众号